





Digital twins on the manufacturing menu – with help from the hyperscalers
SOURCE: HTTPS://WWW.IOTTECHNEWS.COM/
NOV 16, 2023
Digital Twins enable the autonomous paper mill
SOURCE: AUTOMATION.COM
SEP 01, 2021

Digital Twins Enable the Autonomous Paper Mill
An autonomous mill runs itself with little or no human intervention using a digital twin. Smart sensors and instruments collect data, and secure and robust communications move the data from the mill floor to a control computer and back. Software and human expertise combine equipment data with data pulled from a process computer or distributed control system (DCS) and data mined from the mill’s enterprise resource planning system to navigate the best path for production and profits.
A digital twin is a digital representation of a real-world entity or system. The implementation of a digital twin is an encapsulated software object or model that mirrors a unique physical object, process, organization, or other abstraction, according to Gartner. Within the context of a pulp and paper plant, it is a virtual plant, a dynamic model containing the process, mechanical, and electrical/control design information in one place. Design deficiencies can be corrected using this dynamic process model. Difficulties of traditional proportional, integral, derivative (PID) control are overcome by similar use of a model predictive controller. Characteristics of a digital twin include:
Model-based predictive control (MPC) is an additional tool to improve the control of critical processes where PID or rule-based expert control is not well suited to the application. MPC can often reduce process variability beyond the best performance that could be obtained with PID or expert system control methods. MPC can manage applications where there are delays in the process response to actuator changes or multiple interactions between process variables.
The virtual plant concept unites the engineering disciplines and enables process and control designs to be tested before startup. MPC can provide additional production and improved operability.
Creating dynamic process models for individual areas of a world-class kraft pulp mill can be challenging. The ability to import and export the actual control system configuration to and from the digital twin allows not only a comprehensive checkout of the process models, but also verification of the process control strategy and the application programming composed to implement it.
The operator’s workstation uses the same operator interface graphics as those in the real plant. At the workstation, the operator has full use of the same screens used in the real plant. The digital twin software and hardware emulate the DCS configuration and the control models exactly as they will be run in the field. The virtual signals upon which the emulated DCS configuration code acts are generated by the process models.
The digital twin uses first principles equations to calculate mass, energy, and momentum balances across multicomponent systems. Appropriately programmed, models can predict the operating characteristics of the process and track variables of interest. A valuable feature of the modeling software is its ability to interface directly with most DCS.
Once the dynamic process model, or virtual process plant, is built in the digital twin software, the planned process plant behavior is analyzed over a range of pulp quality parameters, production rates, and operational settings and constraints. The virtual process plant helps discover dynamic system behavior problems, including process control issues. The next step is to run the digital twin, just as a real plant can be run, through startup sequences, production rate changes, ore changes, etc., to determine how the plant will behave during such changes.
With the digital twin and the process model, coupled with the DCS and the control model, the behavior of the autonomous mill can be analyzed over a range of production rates, operational settings, and constraints. Key process design assumptions and decisions could be made clear, and the autonomous mill can be optimized.
Multitudes of careers have been spent understanding and refining the pulp and paper industry, and textbooks and technical papers too numerous to list have been written about the various processes and equipment in a pulp and paper mill. Many opportunities for process optimization involve energy savings, chemical saving, or increases in production rate. An autonomous plant can improve operations in more than the 10 process areas represented here.
1. Recovery boiler automation.
The recovery boiler can be optimized to adjust for the continual variability in black liquor British thermal unit (BTU) value and compensate for changes in boiler load (Figure 1). When the effects of liquor BTU and boiler load variations are eliminated, all parameters associated with the recovery process become more stable and the boiler can typically be operated with a higher throughput, better efficiency, improved green liquor reduction, minimized fouling, and reduced emissions.
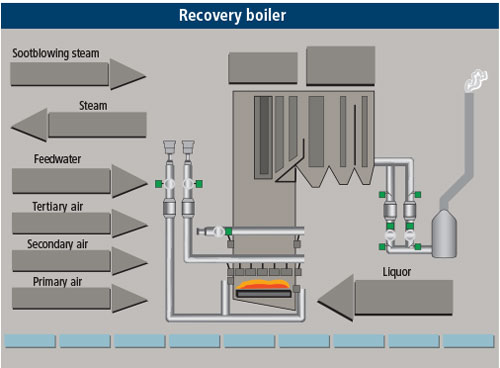
Figure 1: Recovery boiler DCS operator graphic
When compared to a traditional control strategy, this system can provide the following benefits to mill recovery operations:
The kraft recovery boiler uses steam sootblowers (usually around 50 per boiler) to blow fly ash in the combustion gases off the boiler tubes. Without the sootblowers, particulate would build up on the tubes, effectively insulating them and preventing heat transfer to the water. This thereby reduces the steam output from the boiler and lowers the boiler efficiency. To level the steam usage to the boiler, the individual sootblowers are scheduled so that they operate in a predefined sequence.
Optimization of these sequences can involve using “smart sootblowing” based on furnace draft pressures and temperatures, which signal when to blow certain regions of the tubes. For example, if the temperature rises in a particular region, that condition indicates the tubes are becoming covered with soot and the sootblowers in that region would be operated. Typical sootblowers use high-pressure steam to blow soot off boiler tubes to improve heat transfer between furnace gases and boiler water. You can also sequence individual sootblower operations for optimal steam usage; low temperature and high differential pressure signal which sections to operate.
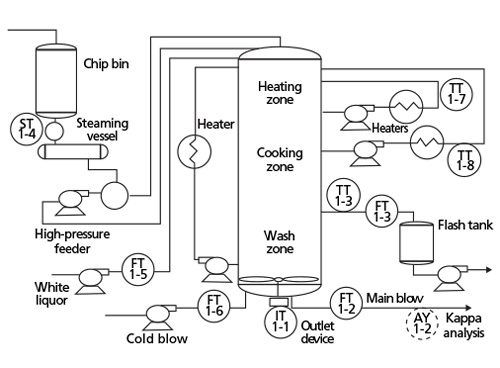
Figure 2: Digester process. Source: Terence Blevins, Willy K. Wojsznis, and Mark Nixon
2. Black liquor evaporators.
Black liquor evaporators concentrate the weak black liquor from the pulp washing process at around 15% solids to around 60% solids, so they will burn effectively in the recovery boiler. The process can be optimized by using the pressure and temperature differential to signal tube fouling that would cause a decreased heat transfer rate and a lower vacuum, and automatically start a boil-out of the evaporators to clean the fouling.
3. Recausticizing.
In the causticizing area of the pulp mill, green liquor is reacted with lime to form the white liquor used in the wood chip digesting (cooking) process. Traditionally, conductivity was used as a variable to measure the reaction completeness. With new nuclear instruments, the exact chemical composition in the white liquor can be determined to better gauge the reaction completeness. Since the causticizing process has a long lag time and is not a good candidate for traditional PID control, a new optimization technique using MPC can tune the process more tightly, which yields a more consistent white liquor product.
4. Batch and continuous digesters.
The pulp digesting (cooking) process uses either batch or continuous digesters (Figure 2). Either way, the principle is the same: The wood chips and the cooking chemicals are added to the digester under pressure and at an elevated temperature from the steam addition, and the wood chips are cooked for 60 to 90 minutes. The pulp stock slurry exits the digester at a consistency of 6%, and the resulting pulp fibers are close to the state required to make paper. Optimization can involve energy savings by increasing throughput and scheduling the batches, so steam consumption is leveled, and the spikes cause fluctuations in boiler demand. Also, online freeness (a measure of the cooking completeness) analyzers can close the control loop to more accurately determine when the cook is complete (Figure 3).
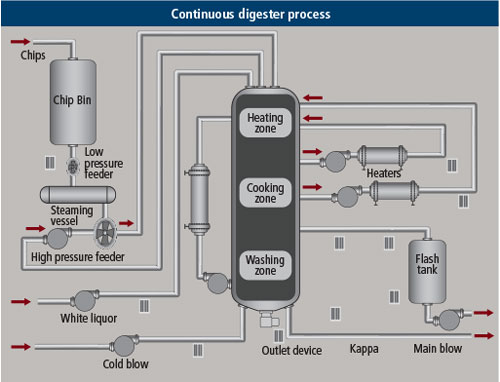
Figure 3: Continuous digester DCS operator graphic. Source: Terence Blevins, Willy K. Wojsznis, and Mark Nixon
5. Screening and refining.
Screening and refining are used to get uniform pulp stock. The screen lets the optimally sized pulp fibers pass through but centrifugally removes knots, uncooked or undercooked fiber bundles that can be recycled back to the digester for additional cooking. The refiner, which is a piece of equipment with two rotating, rough-surfaced plates, is used to cut or defibrillate the wood fibers resulting in more uniform pulp stock.
6. Washing.
The digested, screened and refined pulp stock, although uniform in fiber size, is still dirty with all the organic and inorganic by-products from the digesting process, known as weak black liquor at around 15% solids. The dark color comes primarily from the lignin, which is the “glue” that binds the wood fibers and gives the wood its strength and rigidity. There are also a lot of residual cooking of inorganic chemicals that can be reused in the digesting process.
The brown stock washers usually consist of three, countercurrent (the pulp stock comes from one direction and clean wash water comes from the opposite direction) stages. Fresh make-up wash water is added on the cleanest pulp at the latter stages to wash the pulp stock, but the recycled weak liquor wash water is added on the dirtiest pulp at the earlier stages. A common optimization technique is to use dilution factor washing based on pounds of wash water to pounds of wood fiber (the optimal ratio is about 1.0) to minimize overwashing that would use water that would subsequently have to be evaporated to get the black liquor to the magic number of 65% for burning in the recovery boiler.
7. Bleaching.
The decision whether to bleach the pulp is based on the final product of the paper mill. If the product is cardboard or paper sacks, bleaching is probably unnecessary. But if the product is writing paper, paper towels, tissue, diapers, etc., the pulp must be bleached. The bleach plant usually consists of multiple (three to five) stage washers interspersed between bleach towers. Typically, bleaching chemicals are liquid or gaseous chlorine, chlorine dioxide, sodium hydroxide, sodium hypochlorite, hydrogen peroxide, liquid or gaseous oxygen, and liquid or gaseous ozone. These bleaching towers allow the resident time (usually one to three hours per tower) for the bleaching chemicals to brighten and whiten the pulp.
The predominant area for savings in the bleach plant is to optimize the chemical usage by using techniques like kappa factor bleaching and stock tracking throughout the bleaching stages to apply bleaching chemicals based on a precise ratio of pounds of effective chlorine to the pounds of fiber.
As with the causticizer, the bleaching process has a long lag time and is not a good candidate for traditional PID control. A new optimization technique involving the use of MPC can tune the process more tightly, which yields a more consistently bleached pulp.
8. Lime kiln.
The lime kiln is a large (15 ft. diameter by 200 ft. long), rotating cylinder used to calcinate the by-product of the causticizing process—the lime mud—to convert it back to the lime that can be added in the causticizer. The predominant area for savings is energy (gas burned in the lime kiln) by optimizing the lime mud moisture content and the temperature of the calcined lime exiting the kiln.
As with the causticizer and bleach plant, the lime kiln process has a long lag time and is not a good candidate for traditional PID control. A new optimization technique involving the use of MPC can tune the process more tightly, whichyields a more efficient combustion process (Figure 4).
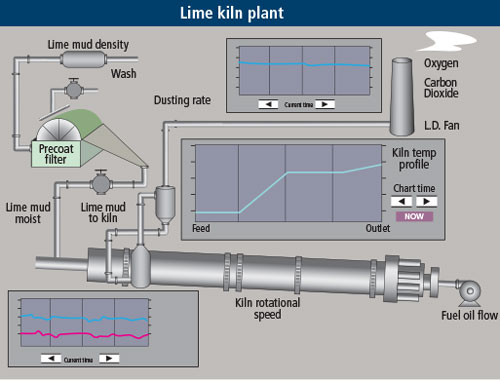
Figure 4: Lime kiln DCS operator graphic
9. Pulp stock preparation, cleaning, refining and blending.
This is the area where the pulping ends and the papermaking begins. The “art of papermaking” is in the final cleaning to remove any remaining contaminants, in the tickle refining to brush the fibers to optimize fiber bonding in the paper sheet, in the blending of different pulp species (hardwood and softwood), filler, additives, to achieve the optimal paper optical, physiochemical, strength, structural, and surface properties.
10. Papermaking, pressing, and drying sections of the paper mill.
After preparation, the pulp is stored in the machine chest. From there, the fan pump pumps the pulp stock to the headbox from which the pulp stock slurry is laid down on the fourdrinier wire along the entire width (sometimes more than 300 in.) of the machine via the slice out of the headbox. The primary control variables in papermaking are weight, moisture, and caliper (thickness).
A typical paper machine can be as long as a football field. As in the pulp mill where most of the processes remove the pulping by-products, most of the paper machine removes the water from the paper. This happens in first the forming section, followed by the press section, and, finally, the dryer section.
The main areas for savings are energy savings in the dryer. Steam is used there to heat the dryer cans that heat the paper sheet as it passes over them on its way to the dry end of the paper machine.
Recently, video cameras placed at strategic points along the paper machine have been used effectively to alert the operators of events that can cause a paper sheet break. With this information, the operator can avoid an actual sheet significantly decreasing production downtime.
Using cascaded and coupled variable frequency drives (VFDs) to control the various rollers in the fourdrinier wire, press, and dryer sections can more tightly regulate the tension (rush and drag) of the paper sheet, mitigating undue stresses that could cause a paper sheet break. Using production rate control will enable the autonomous mill to achieve optimal performance.
The same way pilots can rely on automatic control of aircraft, once continuous and error-free automation is achieved for one mill area, and eventually multiple mill areas, operators will be freed to observe more and intervene less. For the foreseeable future, there will need to be operators in pulp and paper mills. But by utilizing advanced control coupled with digital twin technology, mill operators will trend toward less direct intervention and move toward a more supervisory role as trust is gained in the ability of the mill to become more autonomous.
LATEST NEWS
WHAT'S TRENDING


Data Science
5 Imaginative Data Science Projects That Can Make Your Portfolio Stand Out
OCT 05, 2022

SOURCE: HTTPS://WWW.IOTTECHNEWS.COM/
NOV 16, 2023
SOURCE: HTTPS://AITHORITY.COM/
OCT 03, 2023
SOURCE: HTTPS://WWW.SCIENCEDAILY.COM/
AUG 08, 2023
SOURCE: HTTPS://WWW.GLOBALLOGIC.COM
JUL 06, 2023
SOURCE: HTTPS://INDIAAI.GOV.IN/ARTICLE/HOW-DIGITAL-TWIN-TECHNOLOGY-WILL-EVOLVE-IN-2023
JUL 04, 2023
SOURCE: HTTPS://WWW.CNBC.COM/2023/01/21/DIGITAL-TWINS-ARE-SET-FOR-RAPID-ADOPTION-IN-2023.HTML
JUN 30, 2023
